Powdered Metallurgy Bronze Bushing, Overview of Bronze Bushing Bearings Produced through Powder Metallurgy
Powder Metallurgy (PM) is a technique employed to manufacture bronze bushing bearings and other items. This method entails compressing bronze powder into a specific form and dimension, then heating it at elevated temperatures for sintering, which fuses the particles. PM bronze bushings are noted for their longevity, resistance to wear, and inherent lubrication features, making them ideal for a variety of industrial uses.
ASTM B438 was developed in accordance with internationally recognized principles on standardization and is applicable to the purchase of bronze-base bearings that were formerly covered by military specifications for those applications that do not require military bearings.
Manufacturing Procedure
Design and Material Choice: The initial phase is designing the bushing to meet particular application needs, including size, material selection, and blueprint creation. Bronze is favored for bushings owing to its superior wear and corrosion resistance. It can be combined with lubricants like graphite or PTFE to enhance self-lubrication.
Powder Preparation and Compression: Bronze powder is prepared and compressed into the desired form using a press. This step involves exerting pressure on the powder inside a mold to create a “green” component that retains its shape.
Sintering: The shaped component is then heated in an oven at a temperature below bronze’s melting point. This sintering strengthens the bushing by bonding the bronze particles.
Finishing: Post-sintering, the bushing might be subjected to further finishing to achieve accurate dimensions and enhance the surface quality. Surface treatments like plating or coating may be applied to improve corrosion resistance and wear properties.
Quality Assurance and Evaluation: The final stage includes thorough inspection and testing to ensure the bushing conforms to the required quality standards, involving checks on dimensions, surface quality, and material properties.
Benefits of PM Bronze Bushings
Wear Resistance: These bushings offer outstanding wear resistance, suitable for high friction and wear conditions.
Corrosion Resistance: Bronze’s natural corrosion resistance enables the bushings to function effectively in harsh settings, including those with moisture or corrosive materials.
Self-Lubrication: The capability of impregnating PM bronze bushings with lubricants allows for self-lubrication, reducing maintenance needs and prolonging lifespan.
Cost Efficiency: The PM method is economical and efficient, particularly for creating complex shapes or large quantities of bushings.
Customization: Bronze bushings can be tailored with different alloys and compositions to address specific needs, like high load capacity and resistance to shock and impact.
Applications
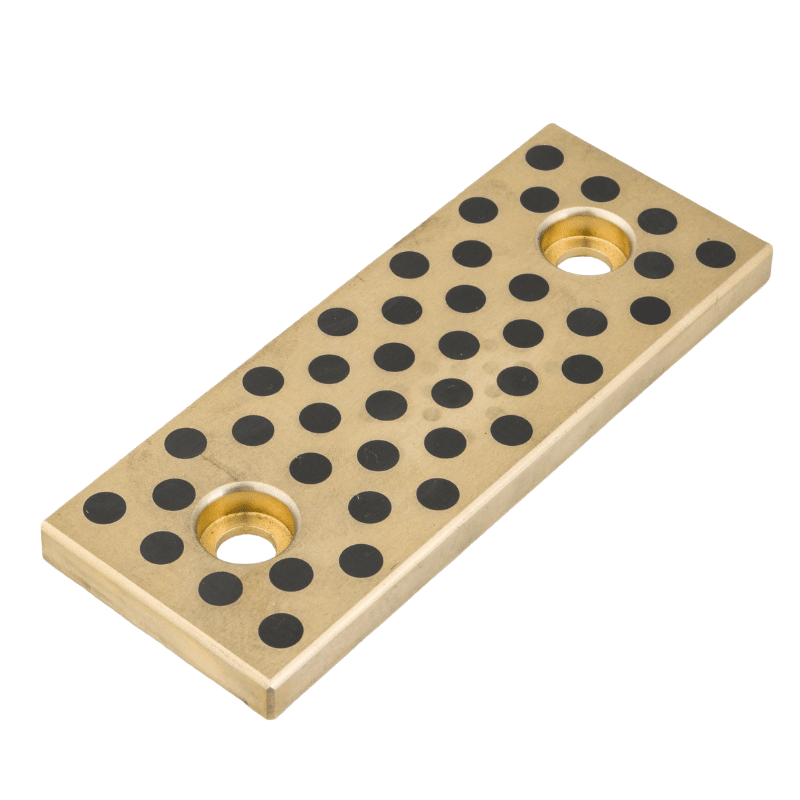
PM bronze bushings find applications in various industrial sectors, such as iron and steel production, food processing, injection molding, automotive machinery, earthmoving equipment, and pumps. They are especially preferred in applications involving low speed, high load, and extreme conditions due to their robust performance.
In conclusion, PM bronze bushing bearings are a dependable and effective option for diverse industrial applications, attributed to their resistance to wear and corrosion, self-lubricating features, and cost-efficiency. The PM process enables the production of bushings that adhere to precise specifications and quality standards, ensuring superior performance and durability.
Material Specifications Chart
Specification for Alloy 1
Composition:
Copper: 87.5% – 90.5%
Iron: Maximum 1.0%
Tin: 9.5% – 10.5%
Carbon: 1.75%
Other Elements: Maximum 0.5%
Density: 6.4 – 6.8 gm/cc
Porosity: Minimum 19% by Volume
K Strength Constant: 26500
Tensile Strength: 14000 PSI
Elongation: 1% in 1″
Yield Strength: 11000 PSI
Comparable Designations: ASTM B-438-70 GR1 Type 11, MPIF CT-1000-K26, SAE 841, Type I. Comp. A
Specification for Super Sintered Iron Material
Composition:
Copper: 18.0% – 22.0%
Iron: Balance
Other Elements: Not specified
Density: 5.8 – 6.2 gm/cc
Porosity: Minimum 19% by Volume
K Strength Constant: 40000
Tensile Strength: 22000 PSI
Elongation: 1% in 1″
Yield Strength: 22000 PSI
Comparable Designations: ASTM B-439-70 GR4, SAE 863 Type 3, Mil-B-5687C Type II. Comp. B