
NON-FERROUS ALLOYS FOUNDRY
Heavy Duty, High Speed Bronze Casting Bushing Bearings, Machine Parts, Flange Bushing, Non-Ferrous Alloys Foundry – Great Deal! We prioritize customer orders from essential businesses like yours to support you. We aim to assist in the continued growth of your business.
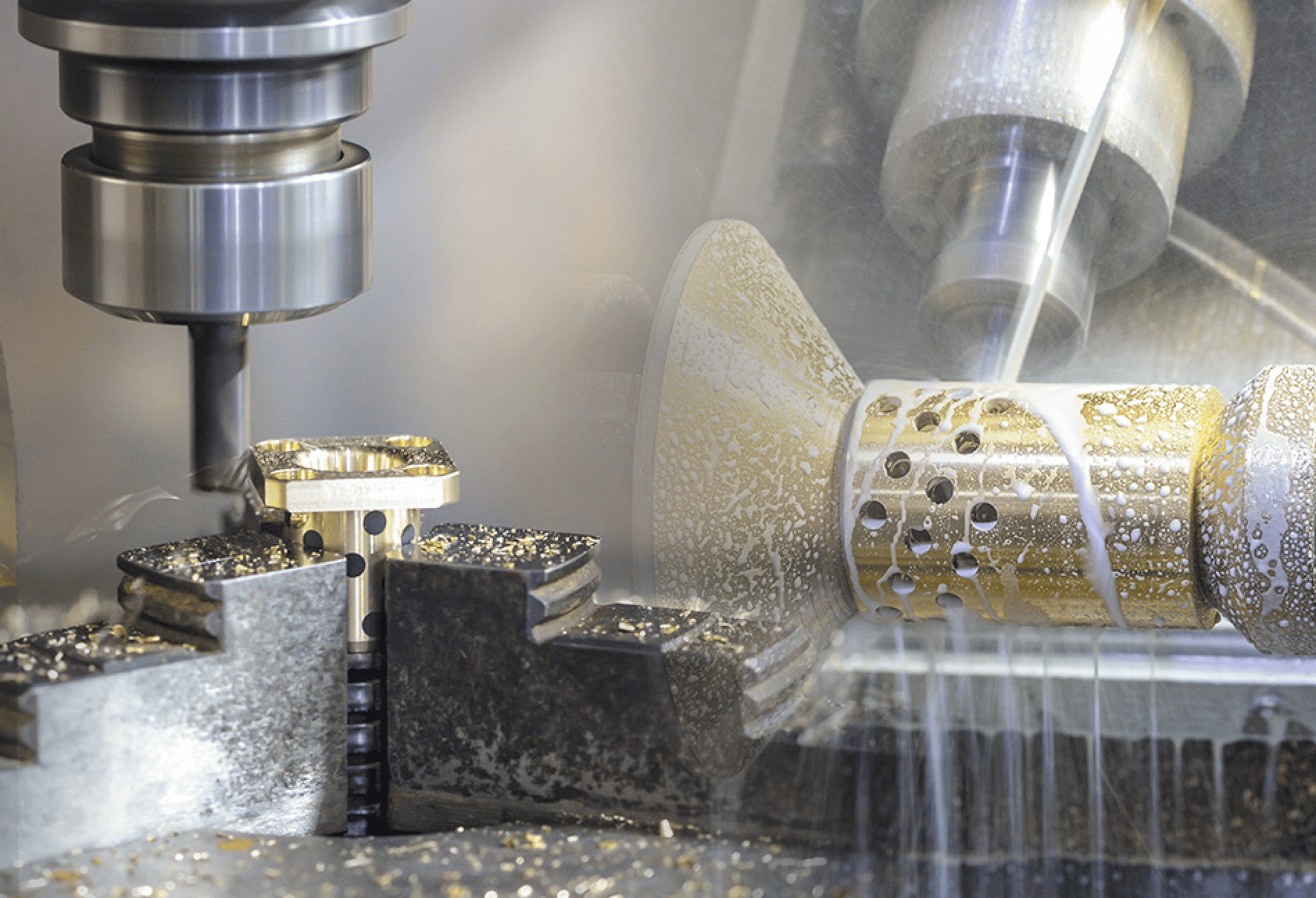
Process of self-lubricating bearings.
Production process of self-lubricating bearings
Self-lubricating bearings are divided into composite self-lubricating bearings, solid inlay self-lubricating bearings, bimetallic material self-lubricating bearings, special material self-lubricating bearings, according to different applications and working conditions, the use of different self-lubricating bearings.
The self-lubricating bearing has high bearing capacity, impact resistance, high temperature resistance, self-lubricating ability and other characteristics, especially for heavy load, low speed, reciprocating or oscillating and other difficult to lubricate and form oil film occasions, also not afraid of water and other acid corrosion and erosion. The products have been widely used in metallurgical continuous casting machine, steel rolling equipment, mining machinery, molds, lifting machinery, textile machinery, wind power generation, ships, steam turbines, hydraulic turbines, injection molding machines and equipment production lines. The wear resistance is double that of ordinary bushings.
Product Quality Index
Energy Generation
Continuous casting
Bronze alloy castings are produced through continuous and centrifugal casting methods. The sizes vary from metric to inch measurements. Continuous casting is an innovative technique where molten metal is continuously poured into a specialized metal type known as a crystallizer. The metal solidifies to form castings that are continuously pulled out from the other end of the crystallizer. This process allows for the production of castings of varying lengths. The advancement of continuous casting is a crucial optimization method in China’s metallurgical industry, aiming to transform the current inefficient and high-consumption metal material production into a more specialized direction. The development of advanced continuous casting technologies such as near-net shape continuous casting, single crystal continuous casting, high-efficiency continuous casting, and continuous casting billet hot feed will drive the progress of new materials.
The casting method chosen for large bronze bearings depends on various factors related to the final product.
Advantages of Continuous Casting
Continuous casting has been widely adopted both domestically and internationally, including the continuous casting of ingots (steel or non-ferrous metal ingots) and pipes. Continuous casting offers several advantages over traditional casting methods.
- The rapid cooling of the metal results in dense crystallization, uniform structure, and enhanced mechanical properties.
- Continuous casting eliminates the need for a casting system riser, allowing ingots to be rolled without cutting the head or removing the tail, thus saving metal and increasing yield.
- The process is simplified, eliminating molding and other steps, reducing labor intensity, and requiring less production space.
- Continuous casting facilitates mechanization and automation, and enables continuous casting and rolling of ingots, significantly boosting production efficiency.
Bronze Bearing Design
Bronze Bushing Manufacturing
Bronze Casting Order

Bronze Foundry Tin Bronzes Bearing
Heavily loaded machine parts bronze bearings, bushings, water resistant bronze parts.
Centrifugal Casting
Centrifugal casting is a technique and method of injecting liquid metal into a high-speed rotating mold so that the liquid metal fills the mold and forms a casting under the action of centrifugal force. Centrifugal force enables the liquid metal to fill the mold and form the free surface of the casting in the radial direction; it can obtain a cylindrical bore without the core; it helps to exclude the gas and inclusions in the liquid metal; it affects the crystallization process of the metal, thus improving the mechanical and physical properties of the casting.
Manufacturing Cast Bronze Bushings ; Plain cast bronze sleeve bushings ; Grooved bronze bearing. grooved cast bronze sleeve bushings ; Flanged. flanged cast bronze bushings ; Thrust washer self-lubricating bronze parts.
Advantages of centrifugal casting.
① almost no metal consumption of the pouring system and the riser system, improving the process yield.
②Production of hollow castings without core, so in the production of long tube-shaped castings can significantly improve the metal filling capacity, reduce the ratio of casting wall thickness to length or diameter, simplify the production process of sleeve and tube castings.
③ high density of castings, fewer defects such as pores and slag, high mechanical properties.
④Easy to manufacture barrel and sleeve composite metal castings, such as steel-backed copper sleeve, bimetallic rolls, etc.; when forming castings, the centrifugal movement can be used to improve the metal filling capacity, so it can produce thin-walled castings.



Provides professional casting services bronze casting parts.
We provide self-lubricating copper bearing bushings technical solutions, products with high technical standards of quality and precise performance at competitive prices while ensuring safety.
Bronze Casting Parts, Precision Bronze Casting Bushing & Bearings
Bronze is an alloy of copper and tin, sometimes with additional elements like Al, Pb, Tin, and Mn. Apart from binary alloys, we also use multi-component alloys. Each type of bronze is named after its primary component or alloying element, such as tin bronze, aluminum bronze, manganese bronze, tin-lead bronze, and manganese bronze.
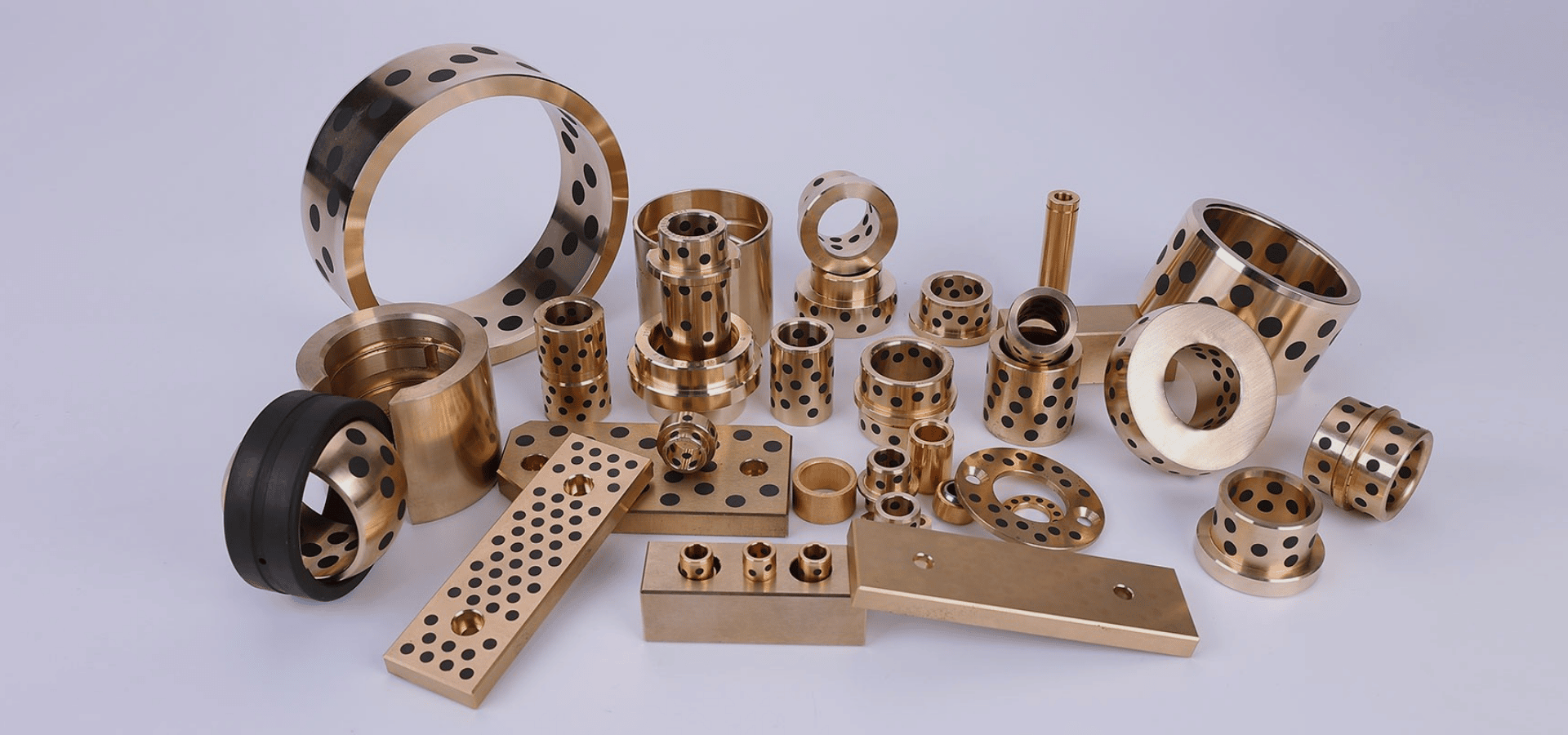
As a Bronze Bearing Manufacturer, we provide bronze castings including straight and flanged bushings, rings, and shaped castings like graphite bronze bushings with self-lubricating graphite inlays, slides, gaskets, and other parts for machinery. We specialize in large castings made from manganese bronze, ranging from 0.5 kg to 200 kg in weight. Additionally, we offer bushing bore casting from copper alloys, utilizing a variety of alloys in our production process.
In addition to the production of castings, we are also active in the field of industrial technology. Contacts and cooperation with many domestic and foreign companies, knowledge and experience enable us to provide our customers with appropriate technical solutions for materials, castings, parts and machinery for various industries. Our products are delivered to the following recipients. We respond flexibly to the needs of our customers in order to adapt to the specificities of the current market. The range of services, prices and terms are determined with each customer on individual terms. The main profile of our activities is unit production, but small batches are also possible on request.



Bronze Bushing Manufacturing
about the company
Self-lubricating bronze Casting Bushing bearing
Our self-lubricating bronze bushings and bearings for transport systems in the mining industry are its main area of activity. The next step in our strategy is to expand our business in non-ferrous metal alloy castings, which include bronze bearings, brass bearings and aluminum bronze bearings. Thanks to our experience, we can offer our customers self-lubricating bronze bearing casting components that meet their expectations in terms of quality and price. We specialize in the production of castings in tin bronze, manganese bronze; aluminum bronze, and especially high force brass. We can also produce castings for shafts, bushings, rings, flats, and complex shapes.
Product Quality Index
Energy Generation
Selection of self-lubricating bronze bearings in the casting and its characteristics tailored to your specific requirements.
The selection of self-lubricating bearings in the casting and its characteristics
To address mechanical equipment challenges in high-temperature, low-speed, heavy-load, dusty, water-exposed, and vibration-prone environments, consider opting for oil-free self-lubricating bearings.
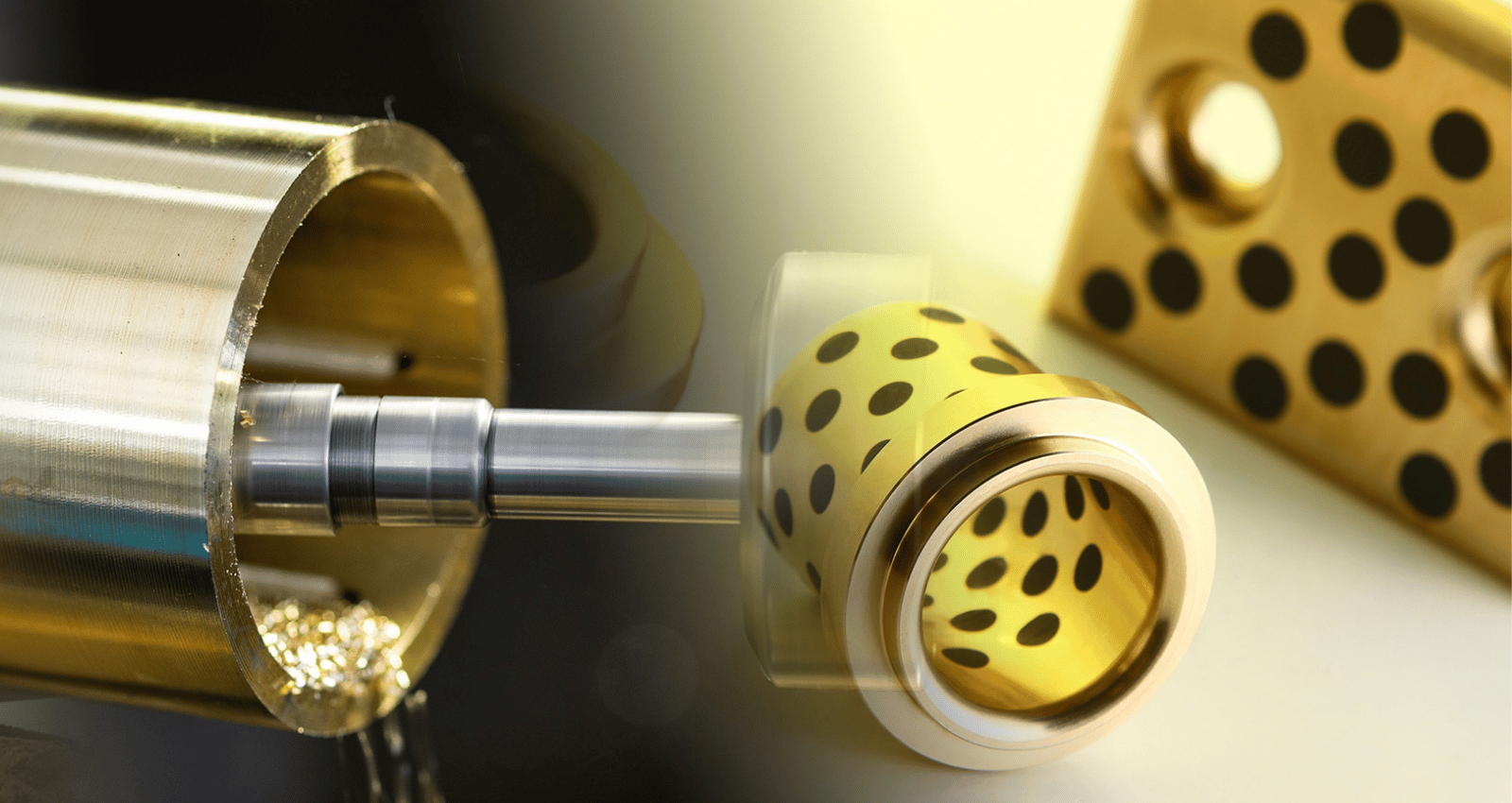
1. Self-lubricating bearing construction involves a bimetal bearing matrix with strategically positioned holes housing molybdenum disulfide, graphite, and other lubricating materials. These form a composite self-lubricating block set within a metal sleeve, creating bearings with a solid lubricant friction area of 25-65%.
The solid self-lubricating block can operate at temperatures up to 280℃. To enhance its mechanical strength, embedding it in a metal slot suppresses deformation tendencies, enabling the block to lubricate effectively.
During operation, the self-lubricating mechanism transfers lubricating material molecules to the shaft’s surface, forming a stable solid lubricating film that prevents adhesive wear between the shaft and set.
This combination of copper alloy and non-metallic materials optimally suits oil-free, high-temperature, high-load, low-speed, anti-fouling, anti-corrosive, radiation-resistant, and water-exposed environments where traditional lubricants are impractical.
2. The proportion of self-lubricating block area to surface area and running speed determines bearing strength. For instance, the self-lubricating block on an ingot trolley wheel may occupy 25% of the area, while a rotating shaft in a pulling mechanism may require 65% coverage for adequate lubrication.
3. Bushing materials should ideally be alloy copper with high hardness, typically heat-treated to achieve a minimum hardness of HRC45.
4. Self-lubricating block geometry varies between columnar and rectangular shapes based on area requirements. Regardless of shape, secure placement is crucial to prevent dislodging during operation.
5. The coefficient of linear expansion for self-lubricating blocks is approximately 10 times that of steel. To accommodate temperature-induced changes, increase the clearance between the shaft and bushing from 0.032-0.15mm to 0.45-0.5mm, with the bushing metal protruding 0.2-0.4mm for effective lubrication during the initial operational phase, reducing power consumption.
The advantages of oil-free self-lubricating bearings
A, oil-free lubrication or less oil lubrication, suitable for places that cannot be refueled or are very difficult to refuel, can be used with little or no maintenance.
B, good wear resistance, low friction coefficient, long service life.
C, moderate elasticity, capable of distributing stress over a wider contact surface to improve bearing capacity.
D. Similar static and dynamic friction coefficients can prevent slippage at low speeds, ensuring machinery accuracy.
E, can reduce vibration, noise, pollution, and improve working conditions.
F. Can form a transfer film during operation to protect the grinding shaft without shaft biting.
G. Low hardness requirement for the grinding shaft, allowing the use of unhardened shafts, reducing processing difficulties for related parts.
H. Thin-walled structure, lightweight, reducing machinery volume.
I. Bushing material is brass, suitable for use in corrosive environments.